| 1 |
Front side disc type ATC
Multi-link floating arm structure design efficiently shortens tool change time
and reduces the vibation. Build-in sensor with high distinguishable signal light
is designed for easy maintenance. Light weight aluminum alloy but rigid
structure of magazine body and tool disc decrease magazine rotating inertia and
spindle inertia load. High toughness compound gripper protects spindle during
tool change. Individual unit design on grippers allows easy replacement after
long period of use or consuming.
|
| 2 |
ATC springs and fix bolts
Big size alloy springs offer quick and smooth tool
change and extend its service life. Fix bolts on each end of the spring are made
of titanium alloy which assures longer service life of ATC
|
| 3 |
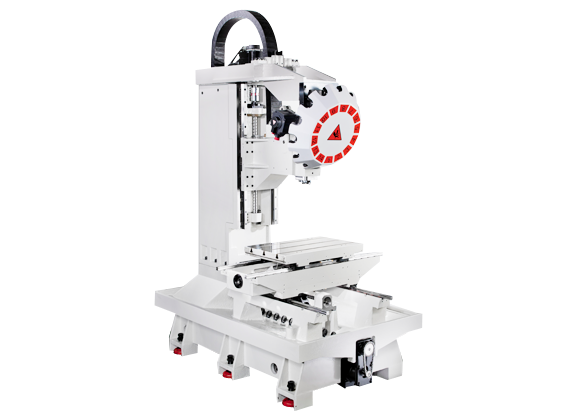
High rigid and efficient design
X and Y axes rapid feed rate are 48 M/min, Z axis is 60M/min.
New disc tyoe ATC remarkably shortens sensor reaction time. Tool change time is
only 1.6 sec(T-T), 2.5 sec(C-C), 2.8 sec(Opposite Side) by servo motor. (For
inverter motor, tool change time is 1.8sec(T-T), 2,8 sec(C-C), 3.5 sec(Opposite
Side)). Rigid casting design provides sufficient rigidty during high speed
movement and heavy cutting which is not only suitable for drilling and tapping
but also for engraving and milling.
|
| 4 |
Spindle motor
With new type Mitsubishi low inertia spindle motor, spindle
response tiem is grately shortened. It takes only 1.0 second for spindle to run
up to 12000 rpm from 0 rpm. During continuous and repeating acceleration or
deceleration rigid tapping process, spindle speed cooperates with 3 axes rapid
movment and can greatly shorten machining time and improve machining efficiency.
|
| 5 |
Full enclosed indexed cam
Full enclosed indexed cam structure ensures the stability of
the parts in ATC which prvents the dusts and mists generated during the
machining. Servo motor and inventer motor for ATC rotating position are both
available. Transmission is high precision ground gear.
|
|
|
|